ZCorp Z310+: Difference between revisions
| Line 31: | Line 31: | ||
** Use the purge kit to flush the binder lines with 200ml of distilled water | ** Use the purge kit to flush the binder lines with 200ml of distilled water | ||
** Use the purge kit to load the binder lines with clean binder | ** Use the purge kit to load the binder lines with clean binder | ||
<gallery> | |||
File:ZCorp_Z310+_low_flow_issue.jpg|Low flow issue, notice the partial print in the upper left corner. | |||
File:ZCorp_Z310+_low_flow_connector.jpg|Location of binder 'quick-fit' connector that had worn. | |||
File:ZCorp_Z310+_low_flow_resolved.jpg|Shim installed in connector, to resolve flow issue. | |||
</gallery> | |||
== Printhead Commissioning Procedure == | == Printhead Commissioning Procedure == | ||
Revision as of 19:19, 26 January 2016
What is it?
The ZCorp Z310+ is a powder bed printer, designed to run a plaster powder and a water based binder through HP10 printheads.
-

Z310+ printer and depowdering station

Materials
Sake + ZP-150
Currently, I am running Sake (uncolored) and ZP-150 plaster powder.
The sake I use tends to run a little 'dry', so I've upped the saturation on my powder profile to 115%.
Maintenance
Low Binder Flow
Low binder flow can be caused by many problems - follow this checklist to resolve them:
- If you can push binder via the binder flush kit, but pulling binder is difficult:
- Check/replace the quick-fit connector on the back of the fast axis.
- Check/replace the quick-fit connector to the binder tank
- Check/replace the filter unit behind the binder tank
- If pushing/pulling binder is equally difficult:
- Remove the printhead
- Use the purge kit to flush the binder lines with a 5% household bleach to 95% distilled water solution.
- Leave the solution in for at least 12 hours
- Use the purge kit to flush the binder lines with 200ml of distilled water
- Use the purge kit to load the binder lines with clean binder
-

Low flow issue, notice the partial print in the upper left corner.
-

Location of binder 'quick-fit' connector that had worn.
-

Shim installed in connector, to resolve flow issue.



Printhead Commissioning Procedure
I have noticed on dead printheads that the mesh filter in front of the inkjets were clogged with black ink particles. They appear to have precipitated from the black ink when my sake binder mixed with old ink still in the cartridges.
I have developed the following procedure to flush a 'new' printhead with a dye based ink, to clear out the black pigment, before using my sake binder. This eliminates the flocking issue.
- Press 'N' on the console to begin the procedure
- Remove the old printhead
- Empty the binder tank into a spare clean container, and reinstall
- Load the binder flushing kit syringe with 30ml of yellow dye based HP10 bulk ink
- Install the binder flushing kit into the septum.
- Push the 25ml of dye into the septum
- Remove the binder flushing kit
- Empty any ink in the binder tank, rinse with distilled water, fill with binder, and reinstall
- Install a new HP10 printhead
- Press the 'online' button
- Print a 100mm cube to flush the printhead with the dye-based ink, and transition to sake binder
Infiltration/Finishing Techniques
Wax Infiltration
Wax infiltration uses paraffin or beeswax to fully infiltrate the part, adding strength and moisture resistance.
Advantages
- Part is waterpoof
- Preserves fine details
Drawbacks
- Low finished part strength (but higher than 'green' strength)
- Part must be painted before wax is applied
- Painted parts will have matte, waxy finish
Procedure
- Cure green part at 90C for 4 hours.
- Paint part with watercolors.
- Cure painted part at 90C for 2 hours.
- Put part on a wax paper covered plate, next to a small block of paraffin or beeswax
- Put part in 90C oven for 2 hours, or until wax is wicked into part
- If the part is not fully infiltrated, add more wax and continue to heat at 90C.
- Remove part while still warm, and place on mesh grid to allow any remaining wax to drip off.
-
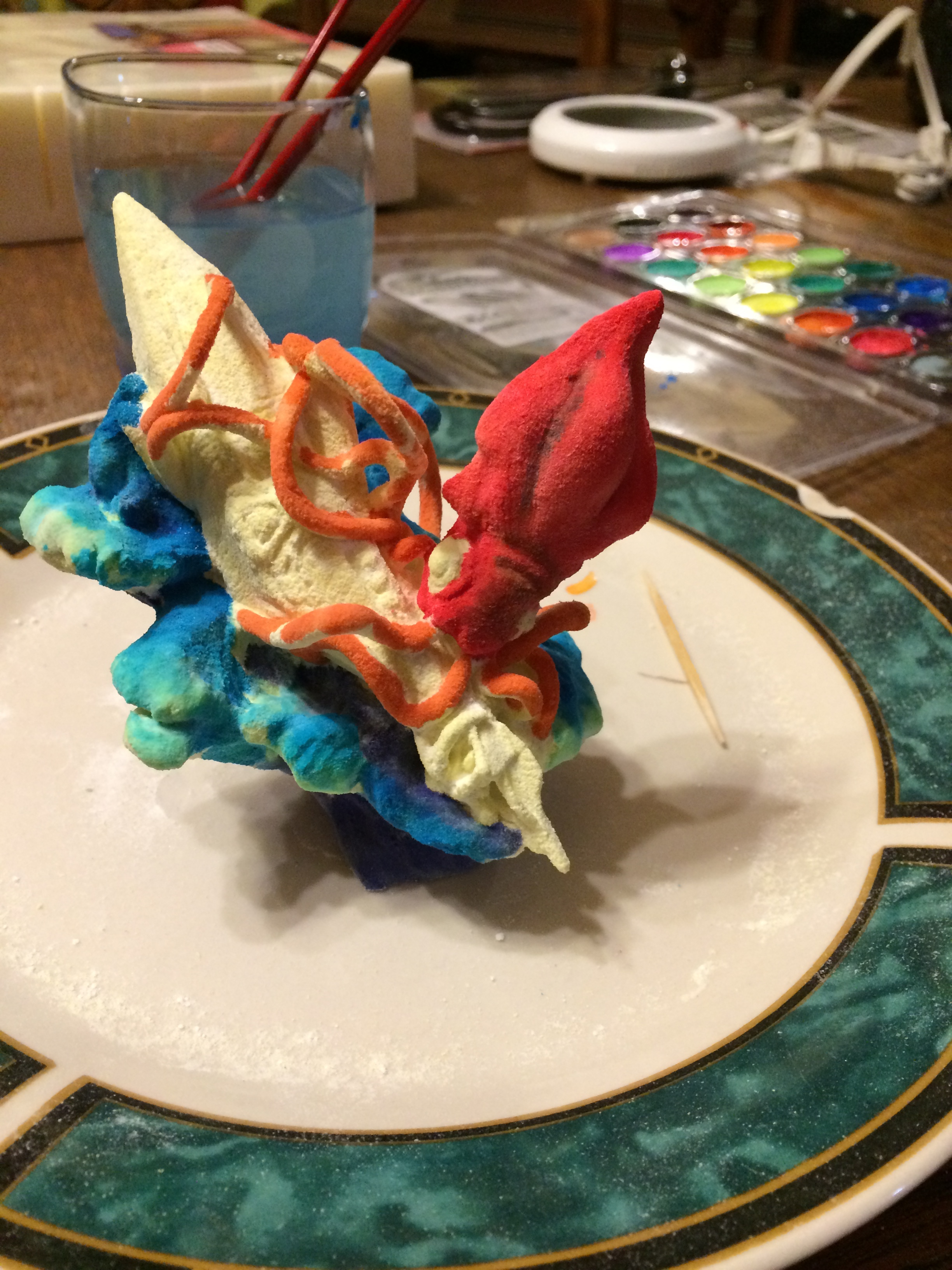
Using water paints to color the model.
-
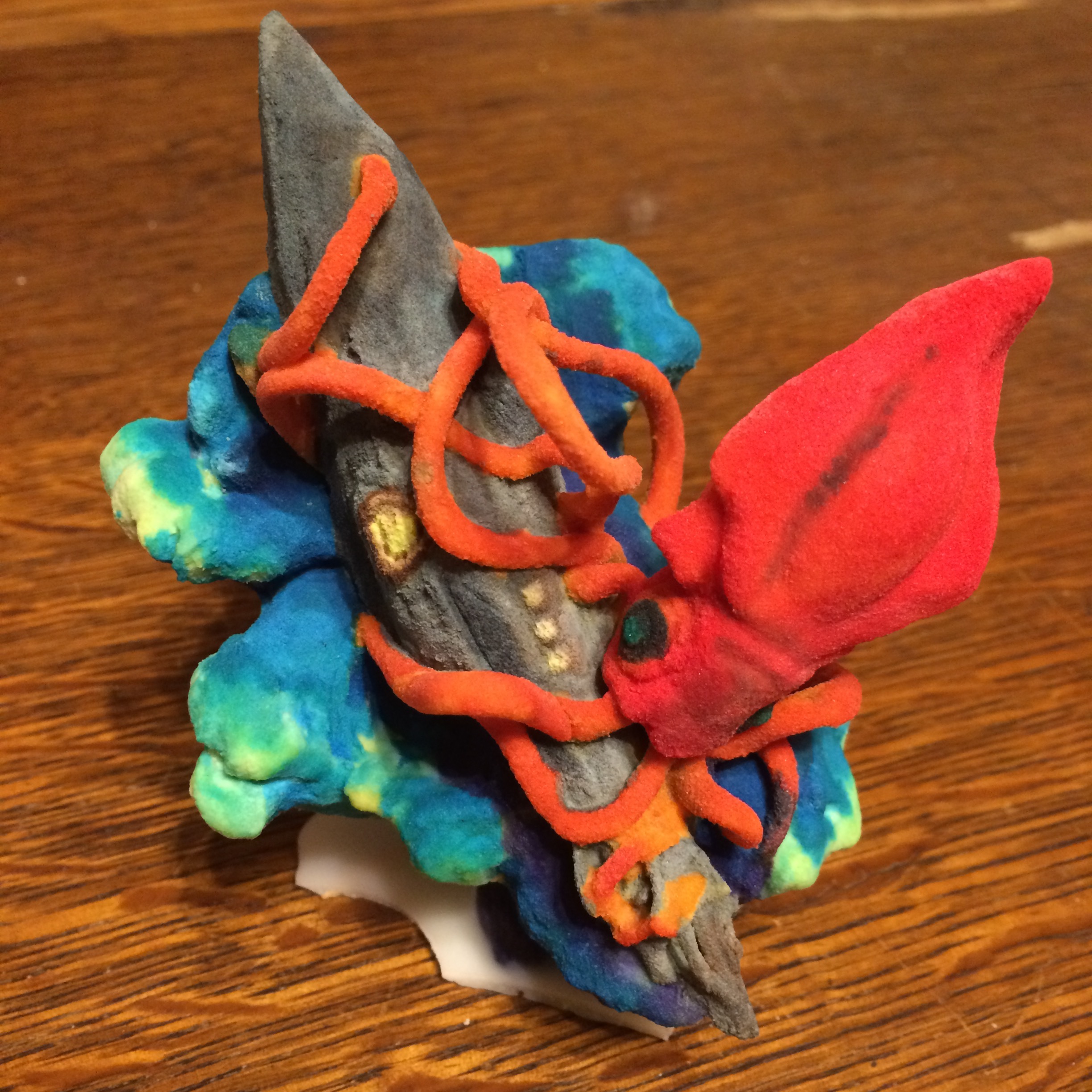
Finished model after waxing.


Hydraulic Curing
This technique leads to a very high part strength, and the resulting part is waterproof and paintable.
Advantages
- Finished part has a high strength
- Part becomes waterproof
- Part is paintable with acrylics, watercolors, and most other paints
Disadvantages
- Parts with fine details and complex geometries cannot be cured with this method.
- Can leave parts with a high surface roughness
Procedure
- Cover bottom of container with clean, superfine sand
- Put green part in container.
- Part must have any concavities pointed upwards, to be able to receive sand.
- Sift sand over part until completely covered.
- Tap container until sand is fully packed around part.
- Fill container with water, slowly.
- As you fill the container, ensure that there is a 'dry' patch on the surface to allow trapped air to escape, until the container is full.
- Once filling begins, do _not_ move nor shake the container.
- Let container sit for 1 to 2 hours, undisturbed.
- Pour off excess water, and invert container
- Rinse sand off of the part
- Place part in a container of fresh water + 5% distilled vinegar to release surface sand
- Let sit for 2 hours
- Remove part, and brush off any remaining surface sand
- Let part air-dry for 24 hours
- Optional: air-dry for 2 hours, followed by drying in a 70C oven for 4 hours.